Servo-elektrische Schweißzangen
Roboterschweißen ohne Druckluft
Fahrzeugproduzenten weltweit suchen nach Ansätzen, um Ressourcen und Energie im Fahrzeugbau zu sparen. Eine Umrüstung auf die druckluftfreie Fertigung könnte dazu einen wertvollen Beitrag leisten. Die Technologie zum Betrieb von Schweißzangen mit Servo-elektrischen Aktuatoren ist auf dem Markt jedenfalls verfügbar. Und vielzitierte Nachteile etwa bei den Investitionskosten relativieren sich mit Blick auf die Total-Cost-of-Ownership ganz schnell.
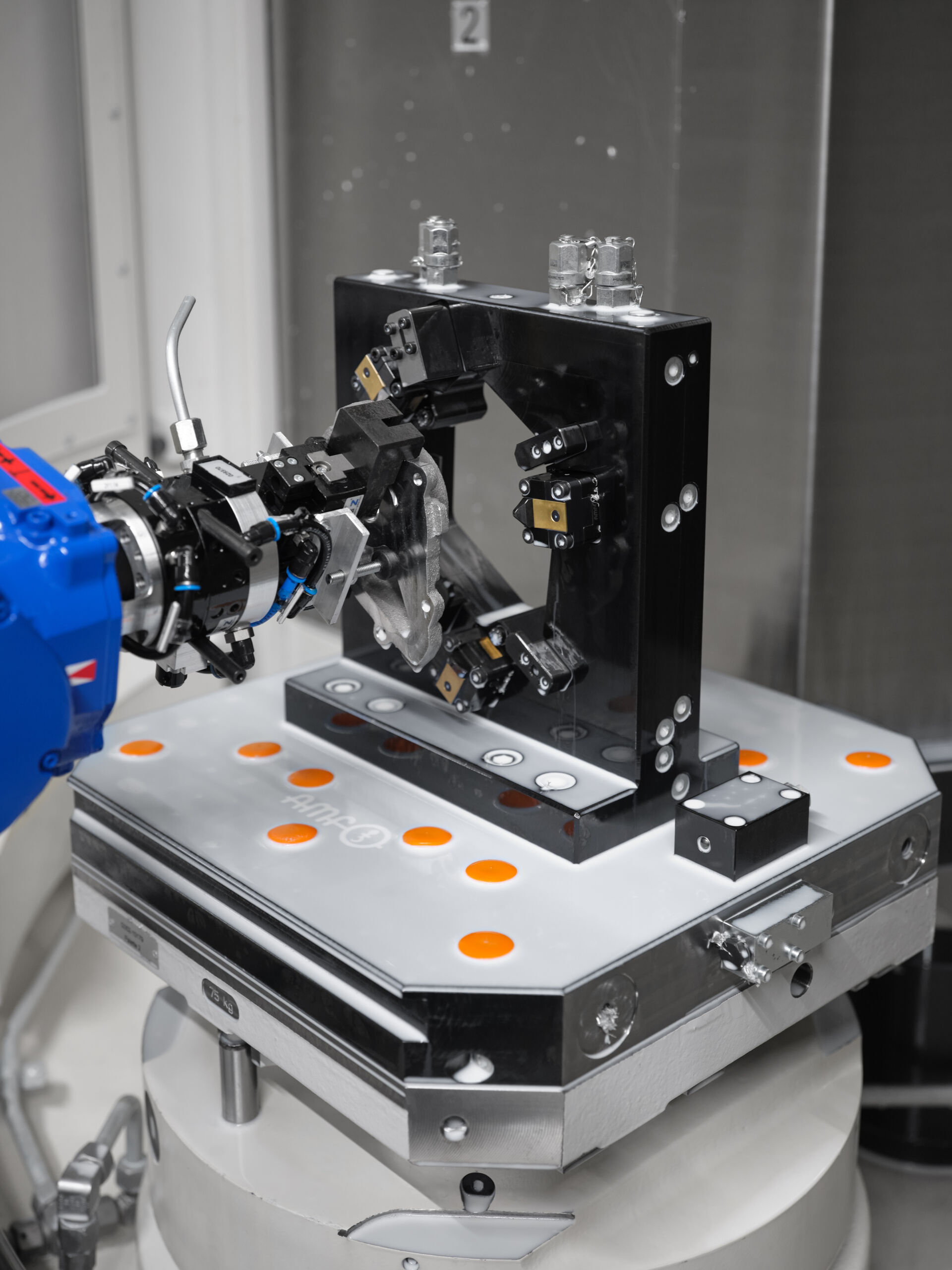
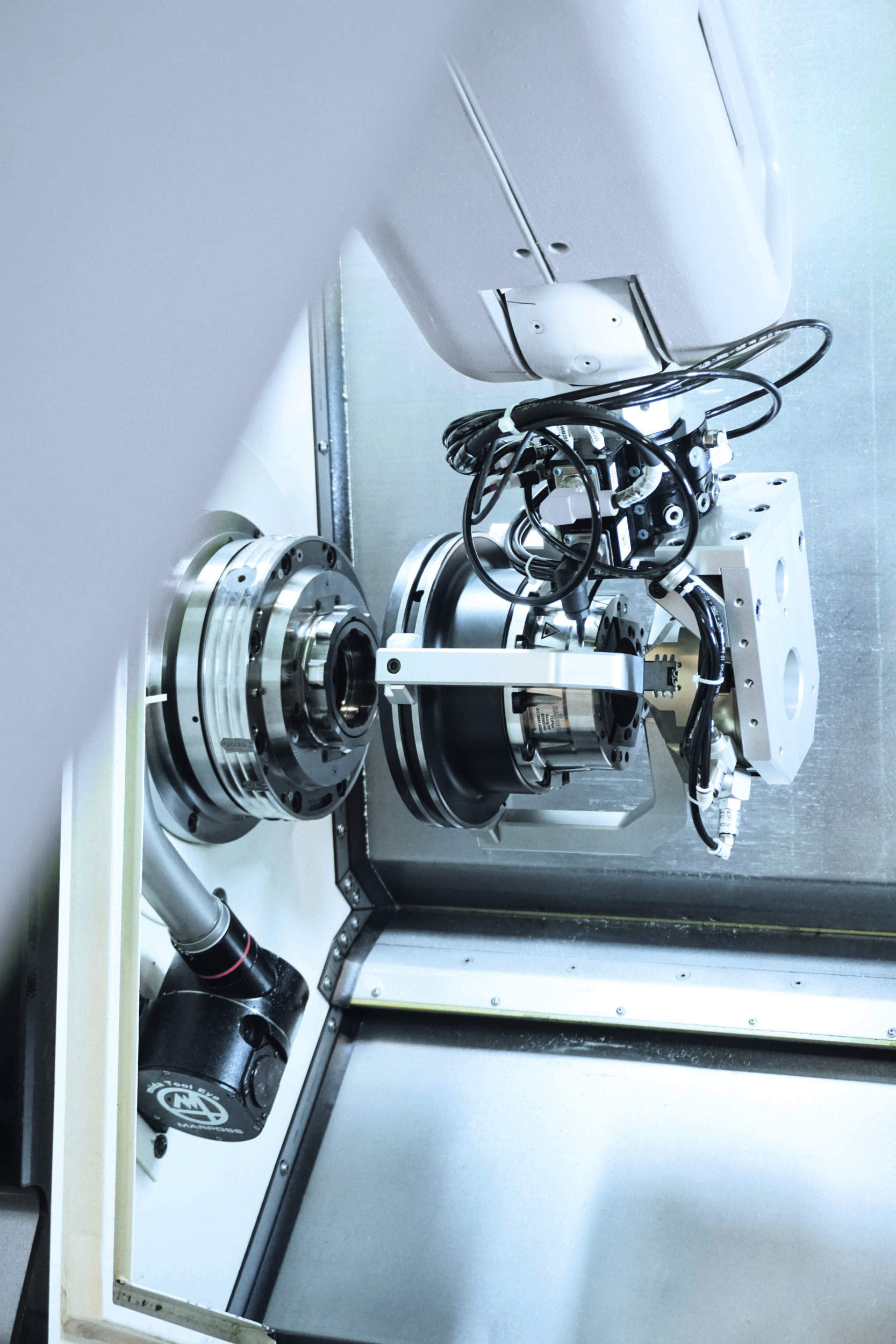
Schweißroboter – eigentlich Schweißzangenroboter – werden weltweit zum Schweißen von Chassis-Teilen in den Produktionslinien der Automobilindustrie verwendet. Dabei steigen die Anforderungen an Leistung, Genauigkeit und Größe der Einheiten ständig. Das heißt, Roboter und Schweißzangen müssen schneller und leichter werden sowie genauer arbeiten. Dabei hat alleine die Schweißzange ein Eigengewicht von rund 60 bis 70kg. Sie ist am Ende des Roboterarmes montiert und muss die programmierten Positionen am Chassis genau anfahren. Und während der Roboter selbst durch elektrische Servomotoren angetrieben wird, betätigt man traditionell die Schweißzange über einen servo-pneumatischen Aktuator, der einen Pneumatikzylinder enthält. Aus verschiedenen Gründen wird jedoch der Ruf nach druckluftfreier Produktion oder zumindest nach einer stark eingeschränkten Druckluftnutzung immer lauter. Als Hauptargument wird dafür die mangelhafte Energieeffizienz angeführt. In Studien etwa der Universität Kassel wird der Systemwirkungsgrad mit lediglich zehn Prozent beziffert, bezogen auf den Aufwand an elektrischer Energie. @Zwischenüberschrift neu:Zweifach Umwandlung ist ineffizient
Leckage-Minimierung und Wärmerückgewinnung ändern daran noch nicht viel. Zentraler Punkt bleibt die Umwandlung von elektrischer Energie in Druckluft und wieder in mechanische Energie bei Arbeits- und Betätigungsvorgängen. Das BMV rechnet mit Einsparmöglichkeiten in Höhe von 20 bis 40 Prozent des Energieverbrauchs für Druckluftanwendungen in der Industrie bis zum Jahr 2020. Um eine Vorstellung der Größenordnung zu erhalten, wird eine Zahl von 4,7 Milliarden Kilowattstunden genannt. Als weiteren Grund lässt sich der Mangel an Kontrollierbarkeit oder Positionsgenauigkeit anführen. Hundertprozentig genau ist eine pneumatische Betätigungseinheit nur an den beiden Endlagepunkten, wenn der Zylinder leer oder komplett gefüllt ist. Jede Zwischenposition muss durch die Komprimierbarkeit des Mediums unter Genauigkeitsverlust leiden. Einen dritten Grund liefert die Massenverzögerung. Denn auch wenn der Pneumatik-Stellzylinder leicht ist, müssen an Robotern letztlich ihre Peripherie in Form der Druckluftzuführung, eventuell Druckminderer, Regler, Sensoren, und so weiter bewegt und kompensiert werden. Schon diese Sekundenbruchteile verursachen Totzeiten, die den Takt belasten. Zudem wirken sich montierte Gewichte auch auf Positionierungsgenauigkeit und Energieverbrauch der Roboter aus. Ein vierter Grund ist die Einschränkung in der Flexibilität der Roboter. Jede Versorgungsleitung am Arm schränkt den Bewegungsraum ein. @Zwischenüberschrift neu:Servo-elektrisch betriebene Schweißzange