Flexible Steuerung von Greifelementen
Lernen von der Spinne
Spinnen haben acht Beine, die sie vollkommen unabhängig voneinander bewegen können. Dadurch ist es ihnen möglich, sich beim Laufen jedem Untergrund anzupassen. So flexibel wie die Gliederfüßler arbeiten auch Greiferspinnen-Handhabungssysteme für das automatisierte Fertigen von CFK- und GFK-Bauteilen, die an allen Achsen mit intelligenten Kleinservoantrieben ausgerüstet sind.

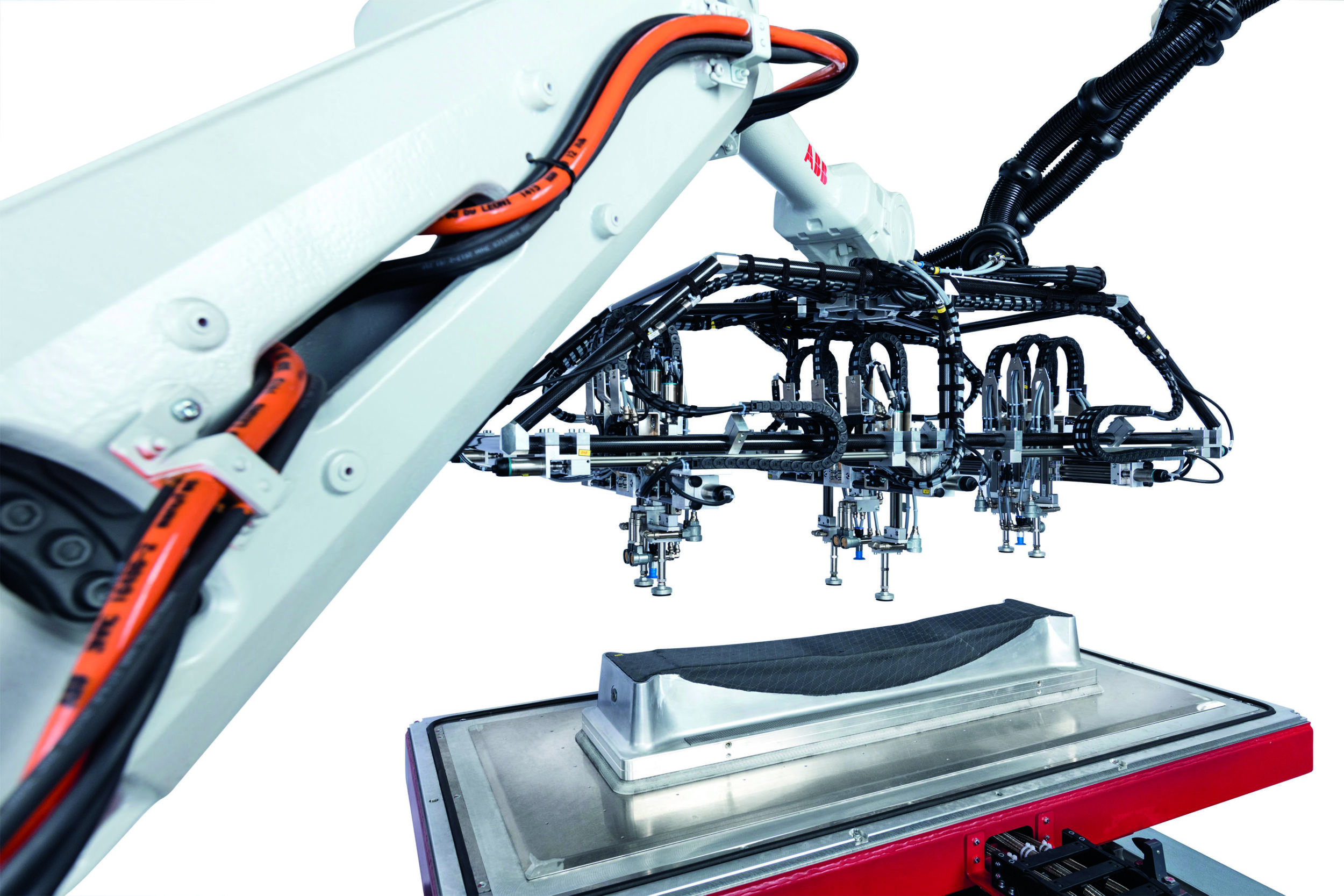
Die Greifspinne von Fill ist ein Handling-System für das automatisierte Fertigen von CFK- und GFK-Bauteilen. (Bild: Wittenstein AG)
In der Greiferspinne ermöglichen insgesamt 19 industrietaugliche Kleinservomotoren der Baureihe Cyber Dynamic Line – jeweils in Verbindung mit dem kompakten Antriebsverstärker Simco Drive von Wittenstein – präzise und filigrane Bewegungsabläufe, die sich stufenlos und unabhängig voneinander ansteuern lassen. Neun der Motoren positionieren je einen Vakuumsauger vertikal über einen Spindeltrieb. So nimmt die Greiferspinne zum einen PU-Kerne in verschiedenen Dimensionen und zum anderen unterschiedliche flache Composite-Zuschnitte auf, die sie für den Verarbeitungsprozess vorformt. Die übrigen Kleinservomotoren verfahren die Sauggreifer formatabhängig in der Horizontalen, ebenfalls mittels Spindeltrieb. Alle Servoantriebe sind in Einkabeltechnik ausgeführt und über eine Energiekette auf je einen Antriebsverstärker im Schaltschrank verdrahtet. Der Einsatz der Energiekette ist nur aufgrund der schleppkettentauglichen, EMV-geschützten Kabelausführung möglich. Die im Einsatz befindlichen Hybridstecker vereinfachen die Montage und Wartungsarbeiten.
Greiferspinne für Verbundbauteile
„Im Rahmen des EU-Förderprojektes Lowflip haben wir den von der spanischen Forschungsgesellschaft Tecnalia konzipierten Prototypen der Greiferspinne zu industrietauglicher Serienreife weiterentwickelt“, erläutert Michael Schneiderbauer von der Produktentwicklung beim Unternehmen Fill. Lowflip steht für Low Cost Flexible Integrated Composite Process und hat zum Ziel, neue Prozesse zur flexiblen, automatisierten Fertigung von Verbundbauteilen aus Kohlefaserstoffen (CFK) und Glasfaserstoffen (GFK) zu entwickeln. „Eine der zentralen Ideen dabei ist, den Schichtaufbau und das Aushärten der Bauteile, die z.B. als Domstreben in Automobilen zum Einsatz kommen, auf einem Werkzeug zu realisieren“, so Schneiderbauer. „Das wiederum erfordert ein hochgradig bewegliches Handling-System, das verschiedene Linearpositionen ohne mechanisches Umrüsten flexibel anfährt, um die unterschiedlich dimensionierten Composite-Zuschnitte und PU-Kerne aufzunehmen, zu vorformen und abzusetzen.“ Das Unternehmen setzt die sogenannten Composites u.a. im Automobilbau, in der Luft- und Raumfahrttechnik, im Sportsegment, im Energiesektor oder im Bereich Holz- und Bautechnik ein. „Die Wertschöpfung findet größtenteils im eigenen Haus statt – bei Bedarf unterstützt durch regionale Partner als verlängerte Werkbank“, erklärt Produktentwickler Schneiderbauer.

19 industrietaugliche Kleinservomotoren der Baureihe Cyber Dynamic Line ermöglichen präzise Bewegungsabläufe, die sich stufenlos und unabhängig voneinander ausführen lassen. (Bild: Wittenstein AG)
Leichte und flexible Greiftechnik
Die Entwicklung des flexiblen IP54-Greifers, der verschiedene Zuschnitte des CFK- bzw. GFK-Materials sowie Kerne und Inserts aufnimmt und auf dem Werkzeug platziert, ist eine von mehreren Aufgabenstellungen innerhalb des EU-Projektes Lowflip. Fill hat sich neben der grundsätzlichen Industriereife des Spinnengreifers drei Ziele vorgegeben: „Hohe Flexibilität beim Greifen, deutliche Gewichtsreduzierung des Endeffektors und reduzierte Total Cost of Ownership, d.h. Kosteneffizienz bei Beschaffung und Betrieb eines solchen Handling-Systems“, fasst Schneiderbauer zusammen. „Mit dem Einsatz von Carbonrohren für die tragende Struktur sowie den Kleinservomotoren von Wittenstein haben wir eine Gewichtsreduktion des Greifers von mehr als 50 Prozent erreicht. Das schlägt sich sowohl in der Auslegung des Roboters selbst nieder, der nun auch kleiner und entsprechend preiswerter ist, als auch in den Betriebskosten, vor allem in einer signifikanten Energieeinsparung.“ Die Kleinservoantriebssysteme fügen sich aber nicht nur optisch ein, sondern sorgen auch für präzise und flexible Bewegungsführungen – was mit einer Ansteuerung über Pneumatik so nicht möglich ist.
Kleinservomotor mit Kompaktverstärker
Die mechatronische Komplettlösung für die Greiferspinne besteht zum einen aus dem Antriebsverstärker, der als Schaltschrankvariante in IP20 verfügbar, aber auch als Ausführung in Schutzart IP65 für die Montage im direkten Maschinenumfeld geeignet ist. Für die Feldbusintegration stehen zudem verschiedene Schnittstellen wie CANopen oder Ethercat zur Verfügung. Das Unternehmen hat sich aufgrund der vorhandenen Siemens-Steuerung für die Version des Antriebsverstärkers mit Profinet-Interface entschieden. Die grafische Benutzerschnittstelle MotionGUI sorgt für eine intuitive Führung des Bedieners bei der Inbetriebnahme, der Diagnose sowie im Servicefall. Teil zwei ist ein industrietauglicher Kleinservomotor der Baureihe Cyber Dynamic Line. Er ist je nach Aufgabenstellung in verschiedenen Baugrößen und Leistungsbereichen verfügbar. „In der Greiferspinne ist ein Servomotor mit einem Außendurchmesser von 32mm und einer Nennleistung von 110W integriert“, erklärt Schneiderbauer. „Die runde Bauform passt vom Design her in die mechanische Ausführung des Carbonrohrrahmens. Mit seinem Gewicht von etwa 220g ist der Motor leichter als vergleichbare Antriebe auf dem Markt.“
Lage für Lage: Schichtaufbau in einem Werkzeug
Die Prozessinnovation der neuen Greiferspinne ist das lagenweise Schichten und Aushärten der verschiedenen Composite-Bestandteile in einem Werkzeug. Zu Beginn des Handlings werden die Greifpositionen entsprechend der zu verarbeitenden Lagenformate – von 300×100 bis 1.300x400mm – aus dem CAD in die Maschinensteuerung übernommen. Die Steuerung positioniert zunächst die Sauggreifer in x- und y-Richtung, bevor sie sie dann innerhalb eines Linearhubes von 100mm entsprechend der Höhe der Composite-Matte bzw. des PU-Kerns vorpositioniert. Während der Roboter die Greiferspinne absenkt, werden die Sauggreifer durch die Kleinservomotoren passend zur Geometrie individuell an das Werkstück herangefahren, um dieses mit Unterdruck aufzunehmen. „Nachdem eine Matte gegriffen wurde, wird sie durch Verfahren der Achsen vorgeformt, um ein faltenfreies Ablegen auf dem Werkzeug zu gewährleisten“, beschreibt Schneiderbauer den Prozess. „Danach wird die Matte vakuumiert und bei ca. 80°C umgeformt. Als zweite Lage setzt die Greifspinne jetzt den PU-Kern auf die erste Matte. Im letzten Schritt wird über die Greifeinheit millimetergenau und vorgeformt die zweite Composite-Matte aufgelegt und in weiterer Folge das gesamte Bauteil bei 120°C ausgehärtet. Dann ist das Composite-Bauteil aus faserverstärkten Kunststoffen fertig, ohne dass das Gewebe wie in bisherigen Verfahren zwischen den einzelnen Prozessschritten aufwendig gehandelt und gelegt werden muss.“
Das Handling-System realisiert mit der neuen Greiferspinne das lagenweise Schichten und Aushärten der verschiedenen Composite-Bestandteile in einem Werkzeug. (Bild: Wittenstein AG)
Greiferspinne: Handhabungslösung mit Marktpotenzial
Mit der Greiferspinne für das automatisierte Handling von Composite-Bauteilen ist eine handhabungstechnische Lösung gelungen, die für viele Branchen und Anwendungen interessant sein dürfte. Hierzu gehören u.a. weitere Prozesse der CFK- und GFK-Verarbeitung, das Handling von Folien, die Cutter-Automation und Transfersysteme für das Stapeln oder die Prozesszuführung von Werkstücken. Das punktgenaue Anfahren unterschiedlicher Greifpositionen durch die intelligenten Antriebssysteme bietet auch in diesen Applikationen die notwendige Flexibilität für eine prozessgerechte und wirtschaftlich effiziente Handhabungslösung. Auch wenn die Komponenten der mechatronischen Lösung aufeinander abgestimmt sind, war es doch hilfreich, sich gemeinsam Gedanken über die Auswahl der Antriebe zu machen – und beispielsweise mit der Auslegungssoftware Cymex 5 zu arbeiten. Eine Parametrierung von Motor und Regler ist nicht erforderlich, was die Inbetriebnahme beschleunigt. Das bestätigt auch Schneiderbauer: „Wir konnten das System in geringer Zeit ohne weitere Unterstützung in Betrieb nehmen.“ Das Einkabel-Konzept ermöglicht eine schnelle und kostengünstige Verkabelung und spart Gewicht ein.











