Automatisierte Klebe- und Prüfzellen
Kleb dir eine
Weil der Bedarf an Batterien weltweit wächst, ist es erforderlich, die Stückzahlen zu steigern und die Kosten zu senken. Automatisierte Klebe- und Prüfzellen können die Taktzeiten verkürzen und die Qualität durch zahlreiche integrierte Prüfschritte steigern.

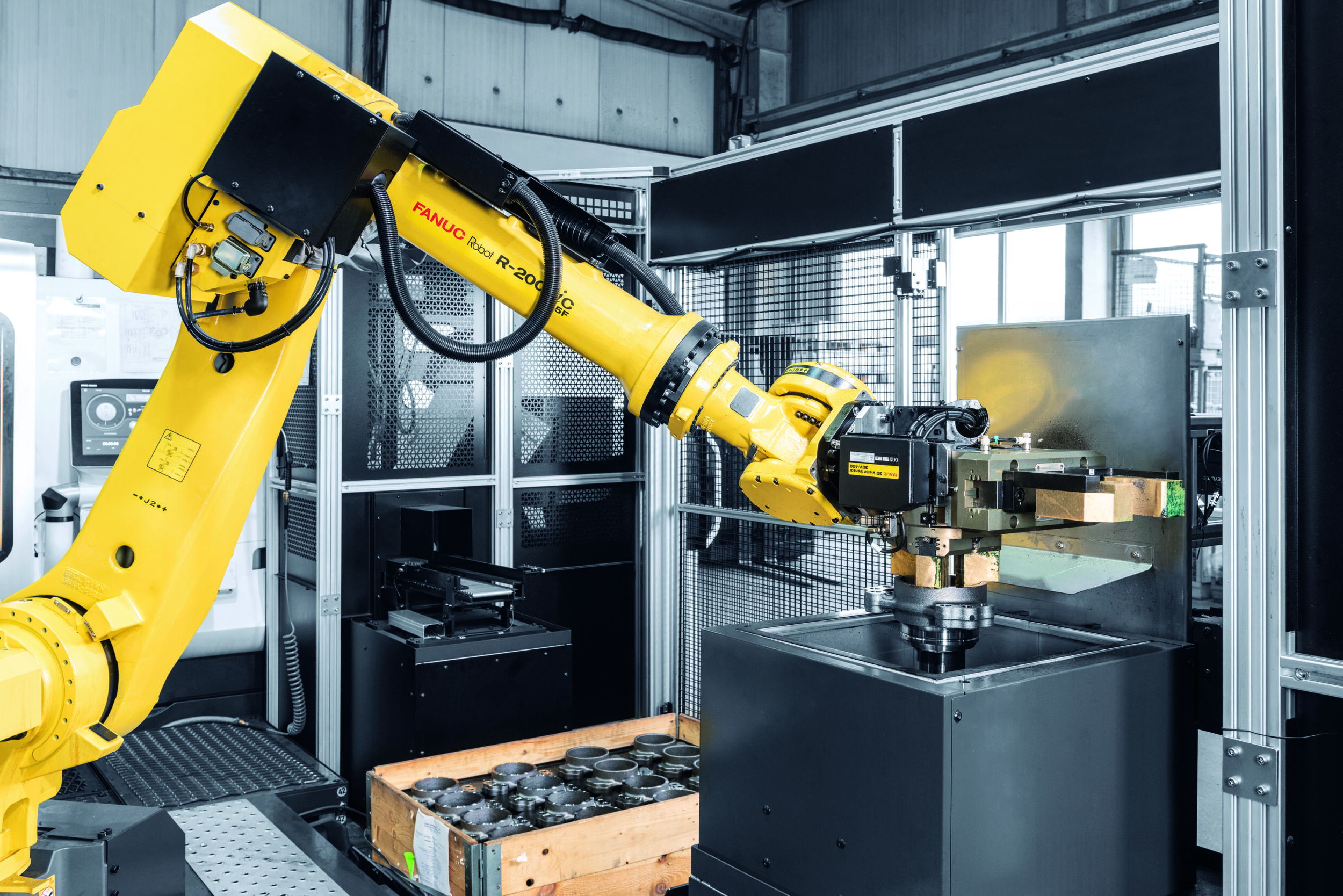
Bei der Batterieproduktion kommen manuelle und automatisierte Verarbeitungsschritte zum Einsatz. (Bild: Zwerrenz Automatisierungstechnik GmbH)
Länger als 80s darf die komplette Bearbeitung eines Batteriegehäuses nicht dauern. Eine knifflige Aufgabe, wenn alleine das Aushärten des Klebstoffs 60s dauert. Die Verarbeitung lässt wenig Spielraum für Abweichungen: Der gleichmäßige Auftrag des Klebstoffes entscheidet über Dichtigkeit und Funktionstüchtigkeit des Kunststoffgehäuses. Denn das Tempo darf nicht zu Lasten der Qualität gehen. Der Eintritt von Feuchtigkeit in die Batterie ist unbedingt zu vermeiden, weshalb die Dichtigkeit jedes Gehäuses sofort geprüft und dokumentiert werden muss. Zwerrenz Automatisierungstechnik hat das Rennen gegen die Zeit aufgenommen. Für die Entwicklung einer neuen Produktionsanlage für Batteriegehäuse galt es, gleich mehrere Hürden zu nehmen. Zum einen mussten Handling, Prüfung und elektronische Dokumentation jedes Bearbeitungsschritts in das Zeitfenster von 20s eingepasst werden, ohne die Kosten für die Anlage stark zu steigern. Zum anderen stellte der Kunde besondere Anforderungen an die Kombination von manueller und automatisierter Verarbeitung, was ein besonderes Sicherheitskonzept notwendig machte.
Ein Roboter für zwei Linien
Um die Kundenanforderung zu erfüllen, integrierte das Unternehmen zwei Bearbeitungsstationen in eine Maschine. Das erhöht zwar die Anforderungen an das Handling und die Programmierung des Epson-Roboterarms zum Bewegen der Gehäuse, ermöglicht aber eine gute Auslastung. Während ein Gehäuse verklebt wird, kann das zweite aushärten und danach geprüft werden. So verlässt alle 80s ein Batteriegehäuse die neue Maschine und trägt dazu bei, die Produktion zu erhöhen. Es waren aber noch drei weitere Rahmenbedingungen zu beachten: Erstens wünschte sich der Kunde, dass sich spätere Änderungen im Ablauf bei der Behandlung von Bauteilen ohne konstruktive und mechanische Änderungen umsetzen lassen. Zweitens war es erforderlich, dass sich die neue Klebe- und Prüfzelle für die Endmontage und Endprüfung einer Batterie in den bisherigen Arbeitsprozess einfügt. Sie dient der Erweiterung einer vorhandenen Montagelinie und muss sich an den Prozessschnittstellen in den vorhandenen Workflow einfügen. Drittens sollten alle Einheiten nicht mechanisch verkettet werden, sondern autark voneinander arbeiten. Die Verbindung erfolgt über eine Datenanbindung via OPC-Server, auf dem auch die Ergebnisse der Bearbeitungsschritte abgelegt werden. Das ermöglicht größtmögliche Flexibilität und eine unabhängige Verbesserung jedes Arbeitsschritts.

Die Produktionsanlage von Zwerrenz Automatisierungstechnik erledigt die Bearbeitung eines Batteriegehäuses in 80s. (Bild: Zwerrenz Automatisierungstechnik GmbH)
Schutz der Mitarbeiter
Gemäß Pflichtenheft war der Bau eines manuellen Endmontageplatzes und einer teilautomatisierten Klebe- und Prüfeinrichtung gefordert. Wenn Mensch und Maschine Seite an Seite arbeiten, muss besonders auf Sicherheit geachtet werden. Mitarbeiter dürfen gemäß der Maschinenrichtlinie weder durch Fehler der Maschine noch durch eigene Nachlässigkeit gefährdet werden. Zwerrenz entwarf deshalb eine sichere Maschinenkabine mit abgetrenntem Bearbeitungsportal. In der manuellen Montagezelle wird das Gehäuse verschraubt und eine elektrische Funktionsprüfung durchgeführt. Für den Workflow erfasst die Anlage automatisch den DataMatrix-Code der vormontierten Batteriebaugruppe und gleicht den Status mit dem OPC-Server ab. Anschließend erfolgt die Weiterleitung an den automatisierten Arbeitsbereich. Einhausung und Arbeitsbereich wurden mit Aluminiumprofilen von Item konstruiert. Das stellt die geforderte variable Anpassung der beiden Zellen ohne mechanisches Umbauen des Gehäuses sicher. Außerdem bleibt die Sichtkontrolle durch schlagfeste Scheiben aus Polycarbonat möglich. Die Scheiben lassen sich platzsparend in den Nuten des Profilrahmens befestigen und bieten Schutz vor Klebstoff und dem Roboterarm. Außerdem war es eine Pflichtanforderung, die Arbeitsbereiche als ESD-fähige Zellen auszuführen, um Batterien, Bediener und Maschinen vor elektrostatischer Aufladung zu schützen, die bei der Verarbeitung von Kunststoffgehäusen auftreten kann. Der ESD-Schutz ließ sich einfach mit den ausgewählten Aluminiumprofilen realisieren.
Sicheres Führen des Roboterarms
Innerhalb der Klebe- und Prüfzelle koordiniert der Roboterarm den Ablauf. Die Aufgabe ist, das vorbereitete Gehäuse zu verkleben, es aushärten zu lassen und zu prüfen. Das Entwicklerteam musste einen Vakuumgreifer als Aufsatz für den Roboterarm von Espon entwickeln, der mehrere Funktionen erfüllt. Er musste in der Lage sein, die Batteriegehäuse aus zwei verschiedenen Positionen sicher zu greifen und nach der Bearbeitung in einen Ausgabeschlitten zu legen. Aber auch die Zuführung für den Klebeauftrag am Gehäuse stellte besondere Bedingungen. Die Klebedüse ist fixiert und das Gehäuse wird durch den Roboter unter der Düse entlanggeführt. Dabei wird der Kleber auf den Bund des Batteriegehäuses aufgetragen. Für die gleichmäßige Verteilung des Klebstoffs muss die Geschwindigkeit besonders an den 90°-Winkeln des Gehäuses genau gesteuert werden. Zur Qualitätskontrolle detektiert ein Bildverarbeitungssensor den umlaufenden Klebeauftrag. Nach dem Verkleben muss das Gehäuse zum Aushärten fixiert werden. Das Anpressen erfolgt mittels Greifklammern, die die Deckelbaugruppe für rund 60s mit einem kontinuierlichen Druck von 250N auf das Gehäuse pressen. Danach leitet der Roboterarm das Gehäuse zur Dichtheitsprüfung weiter. Hier wird gleich zweifach geprüft. Zunächst erfolgt ein elektrischer Funktionstest über Prüfkontakte an den Batteriepolen. Anschließend wird die Luft aus dem Gehäuse gesaugt, um durch den Unterdruck die Dichtheit zu kontrollieren. Das ist wichtig, damit später keine Feuchtigkeit in die Batterie eintritt. Die automatische Funktionsprüfung entscheidet über den weiteren Weg des Gehäuses. In den meisten Fällen wird es an den Label-Druck weitergeleitet. Der Aufkleber enthält Informationen zur Batterie und der Produktionscharge. Außerdem wird im OPC-Server die Herstellung vermerkt, bevor die Anlage das fertige Gehäuse zum Weitertransport aus dem geschützten Maschinenbereich freigibt. Ergibt die Dichtheitsprüfung jedoch einen Druckverlust, leitet die Anlage das Gehäuse eigenständig auf eine separate Rollenbahn. Hier werden Schlechtteile zwischengelagert und lassen sich später im Rahmen des Qualitätsmanagements untersuchen.
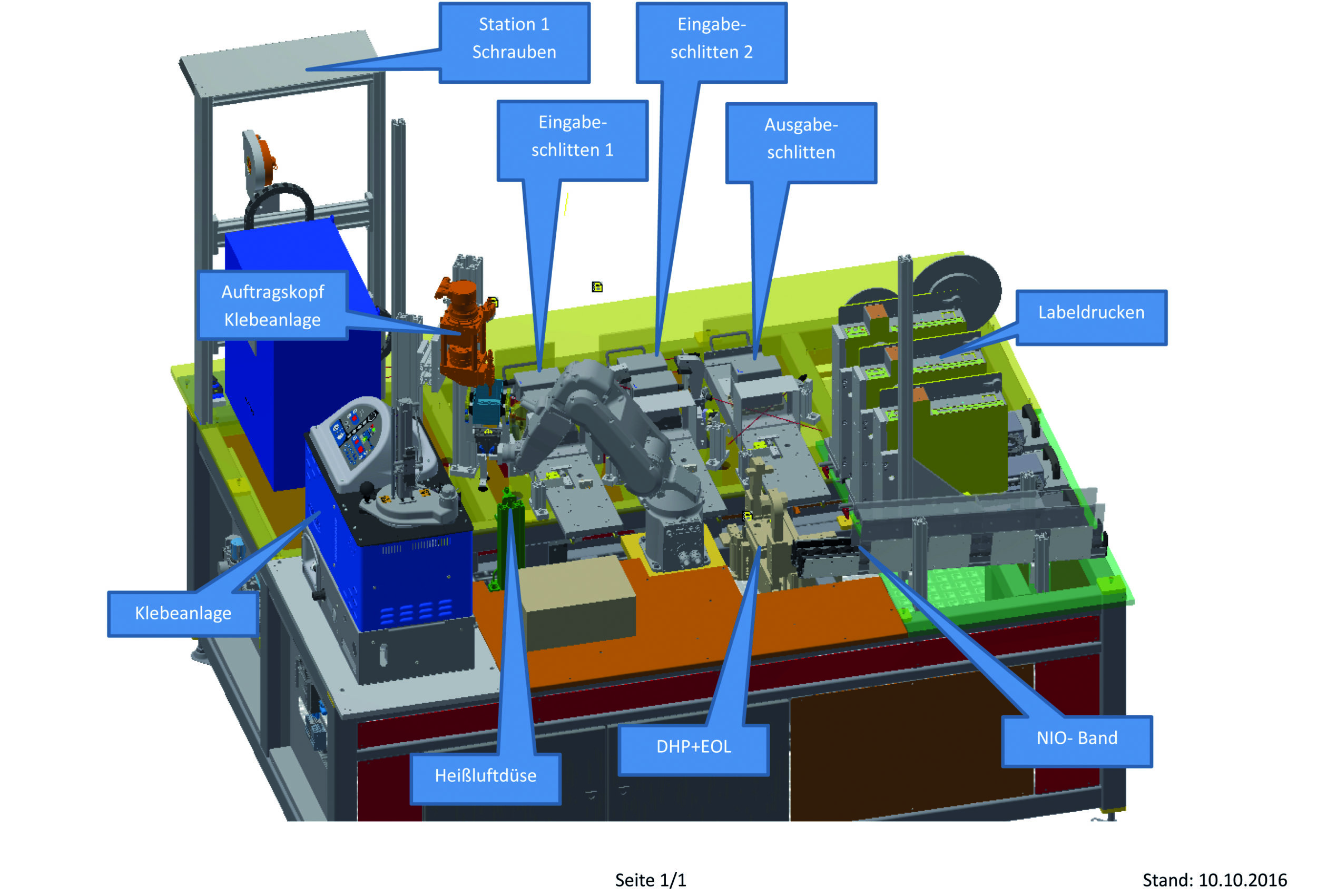
Schematischer Aufbau mit zwei Eingabeeinheiten und einer Dosierrichtung für den Klebeauftrag (Bild: Zwerrenz Automatisierungstechnik GmbH)